Molinus Silo Accessories
Ventilation Systems
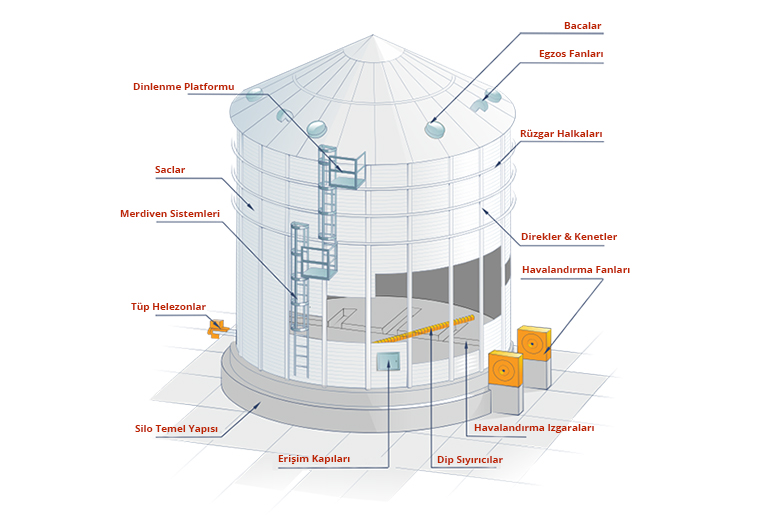
Ventilation systems are manufactured based on storage conditions and customer desires. The ventilation systems are manufactured in accordance with the design features of the silos and fully correspond to their working volume.
For the ventilation of the contents of the silos, only specially designed and calculated ventilation systems are used. Ventilation systems extend the shelf life of products, ensure normal moisture levels and protect against insects.
Ventilation Fans
Designed for ventilation of the contents of silos and forcing warm or cold air. This regulates the air humidity and increases the shelf life of the product.
Exhaust Fans
The natural ventilation system is designed taking into account the pressure created during the operation of forced ventilation systems and ensures the extraction of moist air from the silo.
Air passing through the exhaust ventilation system is discharged through the ventilation deflectors to the outside.
Silo Foundation Ventilation Ducts
The design of the perforated floor channels is designed for ventilation of many thousands of products. The holes of the perforated channels are located so that a sufficient volume of forced air can penetrate through them. The holes of the perforated channels are made depending on the grain calibration and thus prevent the ingress of grains into the ventilation ducts of the silo foundation. Galvanized sheet metal is used in the manufacture.
Transport Equipment
Discharge Augers
Designed for high-quality unloading of products from the silo. Design and manufacture of unloading augers depends on the volume of the silos. The auger is designed to be reliable enough for long term operation.
Sweep Auger
Serves for control cleaning of the silo and unloads the product onto the unloading auger. In screw conveyors, depending on the performance, the dimensions and technical features of the screws change. The capacity can vary from 5 to 250 t / h.
Scraper Conveyors
Serves for transporting grain in a free position. Scraper conveyors are made of durable galvanized metal, the arrangement of scraper conveyors is provided depending on the area of the elevator complex. The capacity can vary from 5 to 250 t / h.
Noria
Noria is the connecting link of elevators. They are manufactured in sizes from 5 to 50 meters and have high quality buckets for transporting grain. Productivity 10-500 tons / hour. For ease of maintenance, sealed service windows are provided.
Elevator Cage and Gallery
Tahıl ambarında daha fazla güvenlik sağlamak için emniyet kafesleri, korkuluklar ve kolluklar sağlanır. Noria, galeriler, dinlenme alanları, merdivenler bir güvenlik kafesi ile donatılmalıdır. Emniyet çerçeveleri galvanizli metalden yapılmıştır.
Distributors (Diverter Valve)
Used in the product transportation network. They play a major role in controlling the grain flow, due to the perfectly matched shape, they ensure an even distribution of the product. The overflow valve allows you to control the direction of grain flow in the nodes. All distributors are sealed.
Electrical and Mechanical Valves
Mainly used in silos with a tunnel system and in scraper conveyors they serve to control the product flow.